
Az Európai Unió EN 18869-5:2007 európai szabványa még mindig tartalmazta a professzionális konyhákban az aeroszolok kezelésére használt aeroszolleválasztók elválasztási hatékonyságának vizsgálatát.
A prEN 16282-6 szabványtervezet, amely ezt a szabványt felváltotta, szintén tartalmazta az elválasztási hatékonysági vizsgálatot, de a közzétett és jelenlegi EN 16282-6:2020 szabványból ez már kikerült! A lángátadási vizsgálat természetesen továbbra is megmaradt.
Nem lehet véletlen, hogy az elválasztási hatékonyság vizsgálata kimaradt az új szabványból, mivel a konyhában az aeroszol részecskék részecskeméret-eloszlása a főzőberendezéstől, a főzési folyamattól, a konyhai művelet típusától (menza, étterem stb.) és a keletkezés helyétől való távolságtól függően nagyon eltérő összetételű lehet. Így nehéz egységesen megítélni, hogy egy adott aeroszolleválasztó milyen százalékos elválasztási hatékonysággal rendelkezik.
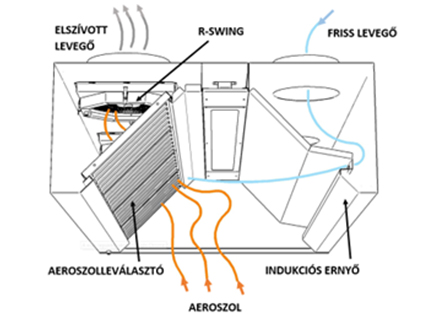
A konyhai aeroszolleválasztók olyan terelőlemezes leválasztók, amelyekben az áramlást kanyarokban vagy akadályok (pl. terelőlemezek) körül terelik el, hogy a részecskék tehetetlenségük miatt ne tudják követni az áramlási vonalakat. Ha a tehetetlenségi erőket sugárirányú tereléssel is hasznosítják, akkor ezt centrifugális elválasztásnak nevezzük.
Az alábbi ábra a piacon kapható tipikus aeroszolszeparátorok frakcionált elválasztási hatékonyságát mutatja. [1]
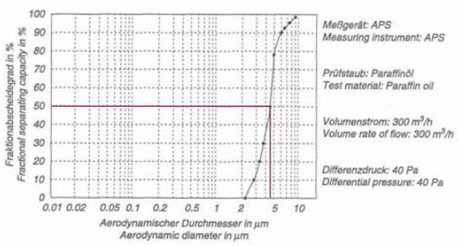
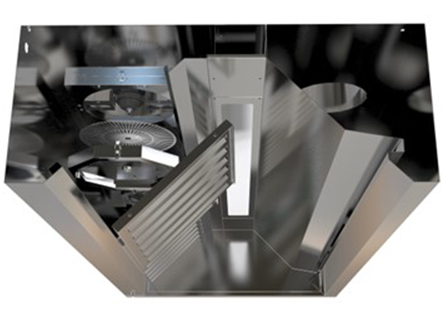
Amikor a piacon lévő aeroszolleválasztók egyes gyártói azt állítják, hogy termékük 99,999%-os elválasztási hatékonysággal rendelkezik, nehéz ezt a részecskemérettel összefüggésbe hozni. A tapasztalatok azt mutatják, hogy a leválasztók után az elszívórendszer még mindig jelentős zsírterhelésnek van kitéve. Ennek kiküszöbölésére a szeparátor után egy forgó tárcsát építettünk be a motorháztető elszívócsatlakozásába a maradék zsír- és olajcseppek centrifugális eltávolítására. Az EN 18869-5:2007 ("A" jelölés) vagy az EN 16282-6:2020 (F1 jelölés) szerinti lángálló aeroszolleválasztó és az R-Swing forgótárcsa rozsdamentes acélból készült indukciós elszívóba van beépítve. A bevezetett friss levegő hűvösebb, mint az elszívott levegő, ami a gázmolekulák kondenzálódását okozza a leválasztó és a forgótárcsa felületén, növelve a leválasztást. A nagysebességű forgótárcsa a levegőt forgó mozgásba hozza, és a sebesség növekedése nyomáscsökkenéssel jár, ami szintén hozzájárul a gázmolekulák kondenzációjához.
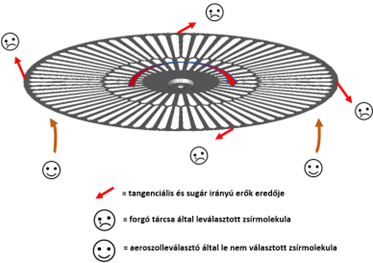
A tárcsát meghajtó motor a motorháztető kipufogócsatlakozásába van beépítve. Tapasztalataink szerint a forgási sebesség jelentősen befolyásolja a tárcsacsapdázás hatékonyságát. A növekedés oka, hogy nagyobb fordulatszámon a részecskék nagyobb valószínűséggel csapódnak a tárcsába. A rozsdamentes acélból készült tárcsatüskék pedig felfogják őket. A nagy fordulatszám miatt a centrifugális erő a csapdába esett részecskéket a küllők végei felé mozgatja. A zsír és az olaj a tartókeret kerülete mentén gyűlik össze, és könnyen eltávolítható gyakori karbantartás nélkül. Az ideális fordulatszámnak körülbelül 2200 fordulat/perc tekinthető. Alacsonyabb légsebességnél (2-3 m/s) a részecskék lassabban mozognak a magával ragadó áramlásban, ami hosszabb érintkezési időt tesz lehetővé a tárcsa küllőkkel, és így nagyobb a felfogás lehetősége.
Az EN 16282-6:2020 szabvány kimondja, hogy a termikus tűzhelyeknél csak a láng áteresztésére bevizsgált aeroszolleválasztót szabad használni. Ha tehát az általunk gyártott R-Swinget nem egy általunk gyártott páraelszívóba szerelik be, akkor az R-Swing elé egy lángáteresztés szempontjából bevizsgált aeroszolleválasztót kell felszerelni.
Hivatkozás: [1] DMT (TÜV NORD GROUP), Aerosol_separators_web



{kind=link}